Muitas empresas acreditam medir sua produtividade do jeito certo porque calculam o OEE mensalmente ou ao final de cada turno.
É uma cena comum para centenas de gestores industriais no fim de cada mês: a planilha de fechamento chega à tela, as fórmulas rodam e o relatório aponta que o indicador OEE da principal linha de produção ficou em 78%. No papel, o número parece aceitável, muito próximo da meta estabelecida. Porém, no chão de fábrica, a realidade é outra. O supervisor sabe que o retrabalho acumulado foi exaustivo, a equipe de manutenção passou a semana apagando incêndios e a sensação térmica da operação é de que a produtividade ficou muito aquém do esperado. Mas por que existe esse abismo entre o indicador reportado e a realidade?
Alcançar maior maturidade na gestão da produção exige ir além do cálculo básico de disponibilidade, performance e qualidade. É preciso aprender a identificar os erros e desvios que comprometem a confiabilidade dos indicadores e limitam a tomada de decisão.
Neste artigo, apresentamos quatro dicas práticas para ajudar sua operação a superar esses desafios e tornar o OEE uma ferramenta mais eficaz.
Dica 1: garanta que os dados sejam confiáveis desde a origem
O primeiro passo para obter um cálculo preciso do OEE é eliminar a dependência de formulários e registros manuais. O uso de planilhas em papel e anotações realizadas ao final do expediente é uma das principais fontes de erro na indústria, comprometendo a qualidade das informações e, por consequência, a tomada de decisões.
Esse método está sujeito à subjetividade na classificação dos motivos de parada e ao arredondamento dos tempos de parada. Não é raro que uma parada de 17 minutos seja registrada como 15 minutos e enquadrada em categorias genéricas, como “falha mecânica” ou “manutenção”. Com isso, a causa raiz do problema fica oculta, dificultando análises precisas e ações corretivas mais eficazes.
Outro fator crítico dos registros manuais é a recorrente diferença entre a produção física real e a produção registrada. Esse tipo de erro costuma se manifestar de duas formas principais no cálculo da performance:
- – Erro do cálculo por média simples: acontece quando se tenta consolidar o OEE de um período calculando a média simples das performances individuais de cada máquina. Esse tipo de cálculo é inadequado porque desconsidera que diferentes produtos possuem tempos de operação e ciclos diferentes, ignorando o peso real de cada lote.
- – Erro do cálculo por quantidades brutas: consiste em avaliar a eficiência dividindo a quantidade total produzida pela quantidade prevista. Essa simplificação pode gerar resultados distorcidos quando a linha processa itens com volumes de produção muito diferentes. Nesse cenário, o bom desempenho de um produto pode esconder a baixa produtividade de outro, sem refletir a eficiência real do tempo de máquina consumido.
Para demonstrar o impacto dessas distorções, a tabela abaixo compara o cálculo incorreto (baseado em quantidades agregadas ou médias simples) com o cálculo real do tempo operacional requerido, considerando dois produtos processados na mesma máquina em um turno de 8 horas:
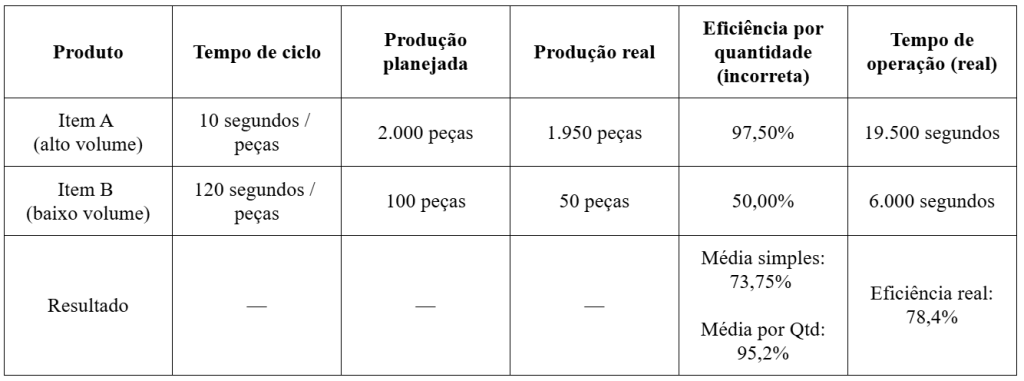
O cálculo baseado apenas na quantidade de peças produzidas pode indicar uma eficiência elevada, como 97%, devido ao peso do volume produzido pelo Item A.
No entanto, esse resultado esconde o fato de que a linha perdeu metade da capacidade programada para o Item B, que exige um tempo de ciclo maior, gerando uma percepção falsa de eficiência operacional.
A adoção de sistemas automatizados para captura de dados elimina esse tipo de distorção. Por meio de sensores e controladores, é possível registrar o início e o fim de cada ciclo produtivo, sem intervenção e garantindo maior precisão nos cálculos com uma visão mais fiel da performance da operação.
Leia mais: OEE: o que é, para que serve e como calcular?
Dica 2: não ignore as microparadas
Sua linha de produção pode parecer operar normalmente, mas sofrer pequenas interrupções ao longo do dia: um sensor desalinhado que exige um reset de 30 segundos, um travamento momentâneo de peça na esteira resolvido pelo próprio operador ou uma breve falta de alimentação que interrompe o processo por um minuto. Como esses eventos raramente exigem a intervenção da manutenção, costumam ficar fora dos registros.
Esse é um dos erros mais comuns na medição de eficiência. Embora quase imperceptíveis, as microparadas acumulam perdas ao longo do tempo.
Uma máquina que registre 40 interrupções de um minuto durante um turno de oito horas.De forma isolada, nenhuma delas parece relevante o suficiente para ser registrada. Mas, somadas, representam 40 minutos de produção perdida, quase 10% do tempo disponível do turno desaparece sem ser refletido nos relatórios de disponibilidade.
No cálculo do OEE, essas perdas são mascaradas e acabam impactando o indicador de performance. Como o tempo de parada não foi registrado, o sistema considera que a máquina permaneceu disponível durante todo o período, mas operou abaixo de sua capacidade. O resultado é um diagnóstico incorreto da causa dessa perda.
Por isso, identificar e monitorar microparadas é fundamental para entender o desempenho real da sua operação.
Dica 3: analise cada componente do OEE separadamente
Um OEE de 80% parece excelente, certo? Depende de como esse número foi construído. Olhar apenas para o final do indicador é um dos hábitos mais perigosos na gestão industrial, pois médias gerais têm a capacidade de esconder as eficiências, mas também as grandes deficiências de uma operação.
Considere dois cenários distintos em uma mesma fábrica:
| Componente | Linha A (cenário teórico) | Linha B (cenário equilibrado) |
| Disponibilidade | 98% (A máquina quase não para) | 85% (Paradas programadas e setup) |
| Performance | 95% (Velocidade máxima) | 95% (Ritmo constante) |
| Qualidade | 65% (Alto índice de refugo) | 99% (Processo controlado) |
| OEE Final | 60,4% | 79,9% |
Na Linha A, o OEE geral está comprometido por um desempenho crítico no componente de Qualidade. Embora a máquina tenha operado durante todo o período em velocidade máxima, uma parcela da produção foi convertida em sucata ou exigirá retrabalho. Nesse cenário, os custos dos desperdícios de matéria-prima, retrabalho e perda de eficiência se tornam mais expressivos.
Já a Linha B, mesmo apresentando uma Disponibilidade menor, mantém níveis elevados de Performance e Qualidade. Isso representa uma operação mais previsível, estável e rentável, com perdas mais controladas e maior confiabilidade nos resultados.
A principal lição aqui é: o OEE não deve ser analisado apenas pelo valor final. É preciso acompanhar cada um dos três componentes: Quando a Disponibilidade apresenta queda, o foco deve estar na redução de paradas, na otimização dos setups e na melhoria das estratégias de manutenção. Se a Performance estiver abaixo do esperado, vale investigar fatores como desgaste das máquinas, condições dos equipamentos e capacitação da equipe. Já problemas de Qualidade exigem uma análise dos parâmetros de processo, das especificações de matéria-prima e dos controles produtivos.
Um OEE consolidado mostra o resultado. Os três componentes, por sua vez, revelam onde está a causa do problema e indicam o caminho para a melhoria.
Dica 4: pare de descobrir problemas somente no fim do dia
A produção em ambientes altamente competitivos exige a transição de uma gestão reativa para uma gestão orientada por dados em tempo real. Calcular o OEE apenas ao final do turno ou do mês, é como dirigir olhando apenas pelo retrovisor: você só descobre que a rota deu errado depois que passou pela entrada certa.
Para viabilizar essa agilidade, investir em um sistema tecnológico da indústria 4.0 oferece as ferramentas robustas para integrar as variáveis de chão de fábrica diretamente aos sistemas gerenciais. No entanto, a captura, o processamento e a transmissão desses dados precisam de uma arquitetura tecnológica bem estruturada, composta por diferentes camadas de automação:
| Tecnologia | Função no cálculo de OEE | Mecanismo de atuação |
| CLP | Coleta de dados físicos na máquina | Captura diretamente os sensores, as contagens de peças e o status de acionamento do motor principal. |
| Edge Computing (dispositivos de borda) | Processamento local de dados | Executam o cálculo inicial dos ciclos e filtram os eventos da máquina, garantindo respostas rápidas sem sobrecarregar a rede. |
| Protocolo OPC UA | Padronização interna de sinais | Atua como “intérprete local” nas redes industriais, traduzindo sinais específicos dos CLPs de diferentes fabricantes em modelos de dados estruturados. |
| Protocolo MQTT (com Sparkplug B) | Envio eficiente de dados à nuvem | Transmite os dados estruturados da fábrica para os dashboards corporativos por meio de arquitetura leve de publicação/assinatura. |
| Plataformas IoT | Visualização completa da coleta de dados | Consolidam as transmissões de dados e exibem as informações em telas e painéis para a tomada de decisão em tempo real. |
Essa arquitetura de conectividade viabiliza aplicações de alto impacto operacional, modificando a dinâmica de trabalho no chão de fábrica:
- – Dashboards dinâmicos: telas distribuídas pela fábrica mostram a eficiência da hora atual contra a meta do turno. Se a cor do painel muda de verde para vermelho, a equipe sabe instantaneamente que o ritmo caiu.
- – Alarmes e gatilhos automáticos: se uma máquina ultrapassa cinco minutos de inatividade sem justificativa, o sistema dispara um alerta automático para o time de manutenção ou para a liderança da operação, encurtando o tempo de resposta.
- – Análise imediata de gargalos: algoritmos em tempo real detectam pequenas falhas e desacelerações que passariam despercebidas, alertando sobre o desgaste de componentes. Em vez de debater na próxima reunião por que a produção perdeu a capacidade, a equipe resolve o problema no momento em que ele se acontece.
- – Manutenção preditiva integrada: o monitoramento contínuo da corrente dos motores e do comportamento térmico das máquinas prevê falhas antes que elas causem uma quebra catastrófica.
Leia mais: Por que o seu cálculo OEE pode estar errado e como a automação resolve isso
Como você pôde ver, alcançar a excelência na medição de eficiência é um processo contínuo de amadurecimento operacional. As indústrias mais competitivas não são necessariamente aquelas que apresentam os maiores índices de eficiência em seus relatórios, mas as que possuem maior visibilidade sobre suas perdas e a capacidade de agir para corrigi-las antes que gerem grandes impactos.
Calcular o OEE de forma eficaz exige compromisso com a qualidade dos dados desde sua origem, atenção aos detalhes do chão de fábrica e uma análise aprofundada dos componentes que formam o indicador.
Ao adotar práticas que garantam dados confiáveis, sua empresa transforma o OEE em uma ferramenta estratégica para impulsionar a produtividade, aumentar a competitividade e sustentar resultados consistentes no longo prazo.