A produção de agregados minerais é a base da construção civil e do desenvolvimento de infraestrutura urbana. Na unidade de Matias Barbosa, em Minas Gerais, a Petra Agregados realiza processos complexos de extração e beneficiamento de rochas para fornecer insumos qualificados: britas de diferentes especificações e areia industrial.
O fluxo operacional de uma pedreira exige que britadores e correias transportadoras funcionem de forma coordenada e sem interrupções. Isso porque o manuseio diário de toneladas de material altamente abrasivo, em condições ambientais severas, não deixa margem para falhas no maquinário.
Diante das exigências desse ambiente e da necessidade de garantir a segurança das equipes, a modernização dos sistemas de controle se tornou uma prioridade estratégica para a Petra Agregados. O projeto de modernização foi confiado à integradora MP Automação, sediada em Juiz de Fora, Minas Gerais.
A parceria entre a MP e a Altus tem raízes sólidas: iniciada entre 2011 e 2012, quando foram aplicados CLPs da linha FBs e IHMs em processos de britagem na região, ela evoluiu ao longo dos anos para projetos de crescente complexidade e escala.
Ao longo dos anos, essa cooperação técnica se expandiu por diferentes segmentos e aplicações: sistemas de fabricação de biomassa em Ressaquinha (2015), controle de produção de amido em multinacionais com controladores Nexto 3005 and IHMs X2 (2018–2019) e automação de etiquetadoras de alta velocidade (2020). E essa trajetória de longo prazo culminou, entre 2024 e 2025, no projeto de automação do circuito de rebritagem da Petra Agregados, o tema central deste artigo.
O desafio operacional na unidade de Matias Barbosa
Antes da modernização, a operação do circuito de rebritagem na unidade de Matias Barbosa dependia de uma mesa de comando física centralizada. Essa interface analógica reunia mais de 60 botões, comutadores rotativos e sinalizadores luminosos para o acionamento direto e o monitoramento visual de cada elemento de campo.
Esse formato gerava uma sobrecarga aos operadores, que precisavam inspecionar dezenas de lâmpadas para identificar qualquer anomalia no processo, uma tarefa exaustiva e propensa a falhas humanas em um ambiente já hostil.
Os gargalos mecânicos e os riscos regulatórios
O processo de rebritagem funciona como uma sequência contínua: o material passa pela quebra primária, é transportado por correias, classificado em peneiras vibratórias e transportado novamente por correias até o pulmão onde se encontra o produto final para venda.
Mas, essa sequência integrada tem uma vulnerabilidade crítica: quando qualquer equipamento no trecho da linha (como uma peneira ou um britador) para de forma não planejada, sem o desligamento imediato das correias que alimentam o trecho anterior, o material se acumula rapidamente. O resultado são britadores entupidos, danos às esteiras e sobrecarga nos motores, comprometendo tanto a produção quanto a integridade dos equipamentos.
Além desses gargalos operacionais, o sistema elétrico e de comando apresentava problemas sérios de conformidade com as normas regulamentadoras brasileiras. A falta de monitoramento das chaves de emergência na mesa de operação, dificultava o enquadramento da planta às exigências de proteção e segurança da NR 12, especialmente para transportadores contínuos de correia.
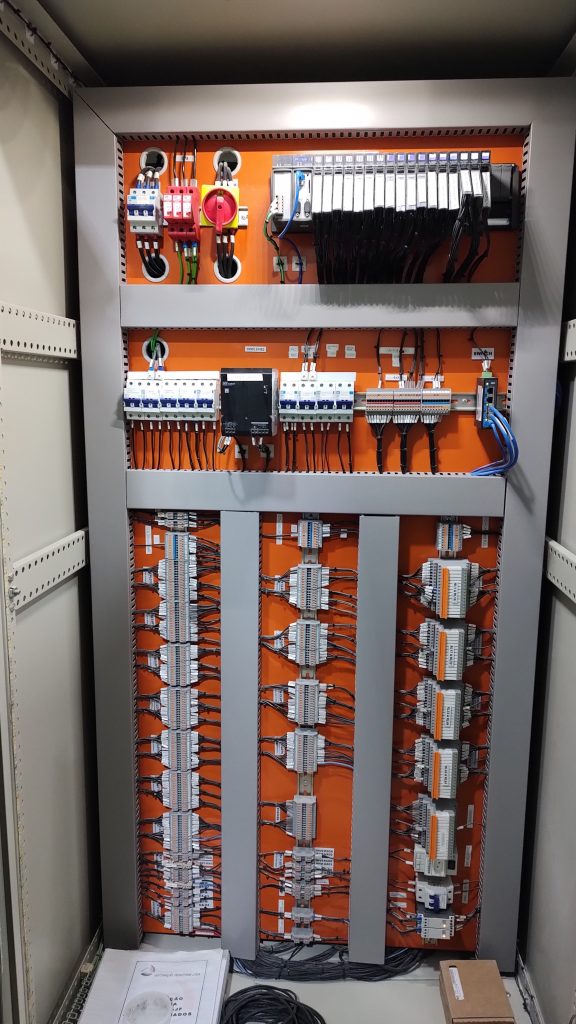
Agravando esse cenário, a poeira abrasiva em suspensão havia deteriorado os condutores e oxidado os componentes internos dos quadros elétricos. Essa combinação de fatores tornou necessária a readequação completa dos quadros de potência e distribuição, seguindo as diretrizes de baixa tensão da NBR 5410, para eliminar riscos de choques elétricos e falhas de isolação.

A arquitetura tecnológica integrada
Para superar essas limitações, a MP Automação Industrial projetou uma arquitetura de controladores de alta disponibilidade, supervisão em tempo real e comunicação de dados imune a ruídos. A escolha pelos produtos Altus foi baseada em três critérios: a robustez do hardware para ambientes agressivos, a competitividade comercial e a confiabilidade do suporte técnico. Nos próximos parágrafos, conheça os equipamentos dessa solução:
O núcleo de processamento: CPU NX3010
A lógica de intertravamento e o controle de potência da planta de rebritagem foram centralizados na CPU NX3010. Equipada com um processador RISC PowerPC de 32 bits, essa unidade gerencia com alta velocidade a leitura dos sinais físicos e executa os algoritmos de controle de forma determinística, garantindo respostas precisas mesmo sob alta demanda.
The NX3010 oferece vantagens de engenharia projetadas para o cenário hostil de mineração:
- – Conformal Coating: os cartões eletrônicos internos recebem uma camada protetora que isola os circuitos contra umidade, névoa salina e poeira mineral, seja ela condutiva ou abrasiva. O resultado é um hardware com vida útil prolongada e menor risco de curtos-circuitos.
- – One Touch Diag (OTD): com um único toque no display gráfico integrado à CPU, operadores e técnicos acessam diagnósticos de falha diretamente em campo, sem precisar recorrer a computadores para tarefas rotineiras de manutenção.
- – Battery-Free Operation (BFO): a retenção de dados e o relógio de tempo real funcionam sem baterias, o que reduz os custos de manutenção preventiva e elimina o descarte de resíduos químicos perigosos.
O centro de controle: supervisório SCADA
A mesa de comando foi substituída pela implementação do software supervisório SCADA BluePlant com licença Lite. O BluePlant entrega telas com alta definição, efeitos de transparência e transições suaves, recursos que tornam a leitura das condições de campo muito mais intuitiva e ágil para o operador.
Na Petra Agregados, a estação de controle foi configurada com dois monitores de 29 polegadas dispostos lado a lado, cada um com uma função bem definida:
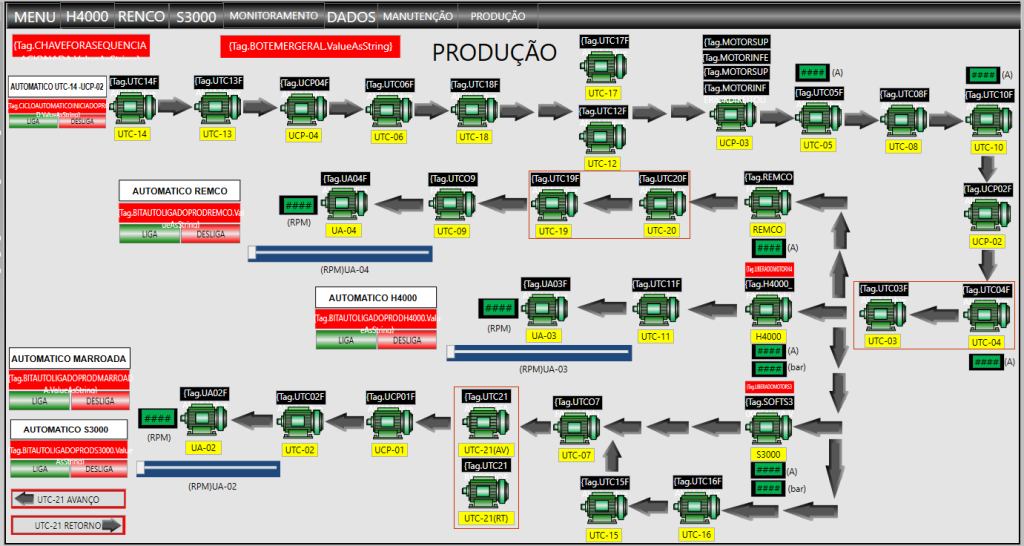
- – Tela de produção: exibe o fluxo operacional completo da planta, concentra os dados operacionais em tempo real: corrente dos britadores, velocidade das calhas vibratórias e status de ligado e falha de equipamentos.
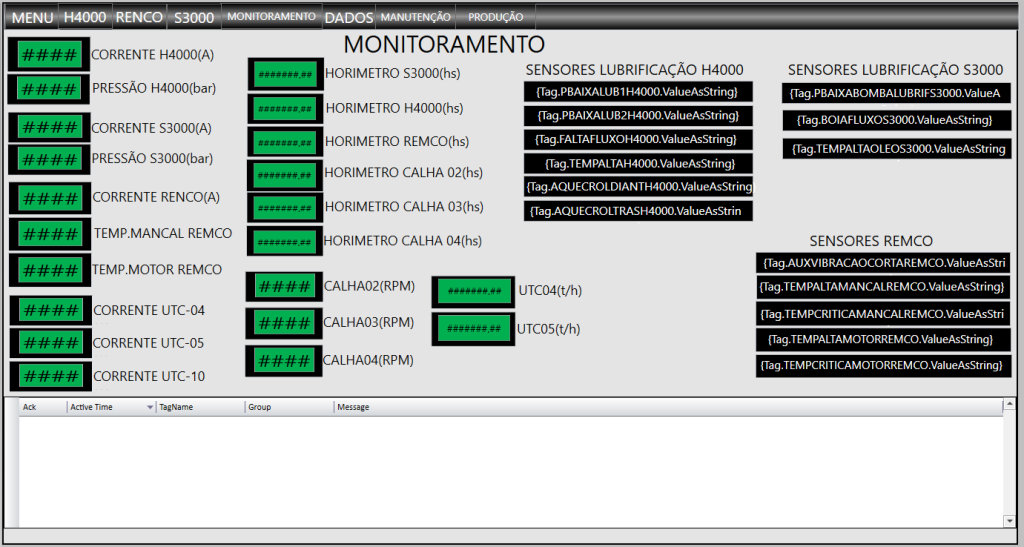
- – Tela de monitoramento: Sinaliza de forma instantânea o status de segurança de qualquer equipamento da planta como peneiras, correias transportadoras, calhas vibratórias, britadores e chaves de emergência, além da visualização de pressão, corrente e rotação dos equipamentos.
Juntas, as duas telas oferecem ao operador uma visão integrada e contínua de toda a operação, sem a necessidade de alternar entre sistemas ou consultar painéis separados.

O pilar principal da comunicação: Switch CET2-0500
A integridade do tráfego de dados entre a sala de painéis elétricos, onde está instalado o CLP, e a cabine de operação, onde reside a estação BluePlant, é garantida pelo Switch Industrial CET2-0500.

Esse equipamento conta com 5 portas Fast Ethernet, carcaça metálica com grau de proteção IP30 e suporta temperaturas entre -10 °C e 65 °C.
A comunicação entre os dois pontos utiliza o protocolo Modbus TCP/IP, suportado nativamente tanto pela porta Ethernet da CPU NX3010 quanto pelo BluePlant. Essa compatibilidade nativa elimina camadas intermediárias de conversão, assegurando baixa latência e estabilidade na transmissão de alarmes e dados de processo.
Conformidade com NR 12 e NBR 5410
O software de controle desenvolvido para a NX3010 seguiu uma lógica rigorosa de intertravamento em cascata. O sistema condiciona a partida de cada transportador de correia ao correto funcionamento do equipamento à frente na linha. Quando um britador ou uma peneira vibratória sofre sobrecarga elétrica ou desarme mecânico, o CLP age em milissegundos, interrompendo todos os alimentadores e correias antes que os britadores transbordem de material evitando que outros ativos sejam danificados.
A adequação à NR 12 foi tratada com o mesmo rigor. As chaves de parada de emergência acionadas por cabo, distribuídas ao longo de toda a extensão das correias transportadoras, foram integradas ao sistema de controle por meio de entradas digitais configuradas de forma redundante. Ao ser puxado, qualquer cabo de emergência provoca a parada segura e imediata dos acionamentos daquele trecho e, simultaneamente, o supervisório BluePlant sinaliza a localização exata do acionamento, acelerando a varredura e o rearme manual pela equipe de manutenção.
A reestruturação dos armários elétricos de potência complementou essa camada de segurança. Seguindo os critérios da NBR 5410, os circuitos de baixa tensão foram reorganizados com proteções térmicas e magnéticas adequadamente dimensionadas, aterramento estruturado e barreiras físicas contra contatos acidentais, assegurando a segurança dos operadores em todas as condições de operação.
Conectividade via Power BI e SQL Server
E a solução vai além do controle operacional local: ela foi projetada também como uma fonte de inteligência de negócios para a Petra Agregados.
The BluePlant utiliza conexões ADO.NET para registrar continuamente todas as variáveis de processo, alarmes e tempos de execução das máquinas em um banco de dados relacional Microsoft SQL Server. A partir desse repositório, a Petra Agregados estruturou relatórios analíticos com o Microsoft Power BI.
A integração permite que gestores de manutenção e diretores de operações acompanhem remotamente os principais indicadores industriais, entre eles a Eficiência Global de Equipamentos (OEE), as taxas de disponibilidade real da planta e os motivos mais recorrentes de paradas não programadas. O que antes exigia presença física ou planilhas manuais, hoje está disponível em dashboards atualizados e acessíveis de qualquer lugar.
Aprenda mais sobre OEE: 4 dicas para medir o OEE corretamente na sua indústria

Resultados tangíveis na operação da pedreira
A substituição da mesa de comando analógica pela automação centralizada baseada nas tecnologias Altus alterou de forma positiva o perfil operacional da unidade de Matias Barbosa, gerando melhorias mensuráveis na rotina da pedreira, que você pode ver abaixo:
| Área da operação | Cenário anterior (mesa analógica) | Cenário atual (automação integrada) | Benefício obtido |
| Interface com operador | Painel elétrico contendo mais de 60 botões e sinalizadores luminosos. | Estação com duas telas dinâmicas de 29 polegadas via SCADA BluePlant. | Concentração da atenção do operador em um único ponto visual; aumento de sua autonomia de decisão. |
| Diagnóstico de falhas | Inspeção manual e demorada em painéis de disjuntores e bornes. | Alarmes detalhados instantâneos exibidos em tela gráfica de monitoramento. | Redução expressiva do tempo médio de reparo e de paradas para diagnóstico. |
| Segurança operacional | Proteções básicas; dificuldade de identificar o acionamento de cabos de parada. | Monitoramento ativo de chaves de emergência e intertravamento em cascata via CLP. | Proteção dos ativos mecânicos contra entupimentos e conformidade com NR 12. |
| Gestão de ativos | Registro manual em planilhas de papel. | Histórico automatizado em SQL Server com visualização via Power BI. | Tomada de decisões de manutenção baseadas no desgaste real; monitoramento de OEE. |
| Resistência física | Desgaste físico precoce de contatos e bornes por entrada de pó de pedra. | Hardware com blindagem industrial IP30 e placas com Conformal Coating. | Elevada confiabilidade operacional; redução de manutenções elétricas corretivas. |
O ganho mais imediato no dia a dia foi a redução do cansaço dos operadores e a confiabilidade e segurança na planta. Com todos os dados de processo disponíveis no supervisório em tempo real, essa mudança permitiu gerenciar a planta com mais tranquilidade e foco analítico.
Os reflexos financeiros foram igualmente significativos. A redução das paradas não planejadas aumentou de forma direta a disponibilidade física da planta e sua taxa de transferência horária. O monitoramento contínuo do circuito de rebritagem passou a garantir uma alimentação constante e equilibrada dos britadores, o que otimiza o consumo de energia elétrica por tonelada processada e prolonga a vida útil dos revestimentos internos sujeitos ao desgaste mecânico.

A modernização da unidade de Matias Barbosa é um exemplo de como a automação industrial bem aplicada é capaz de revitalizar operações tradicionais, tornando-as mais competitivas, seguras e alinhadas às exigências regulatórias.
A transição da interface física para uma arquitetura integrada de CLP e supervisório eliminou os problemas históricos de indisponibilidade e manutenção que limitavam a produtividade da Petra Agregados. A inteligência gerada pela integração entre o SCADA BluePlant, o banco de dados SQL Server e os painéis do Microsoft Power BI coloca a operação de rebritagem em sintonia com os padrões da indústria moderna: paradas planejadas, previsibilidade operacional e decisões orientadas por dados.
Ao combinar a robustez do hardware Altus com a engenharia de aplicação da MP Automação Industrial, o projeto reafirma o valor das parcerias de longo prazo na construção de soluções que unem produtividade, sustentabilidade e excelência operacional.