Em um mercado onde as margens são pressionadas pelos custos de insumos e exigências regulatórias, a estabilidade do processo produtivo muitas vezes define a linha entre lucro e prejuízo.
Uma parada inesperada por falha no controle lógico se torna um impacto financeiro imediato. Dados divulgados pela ABB (uma multinacional suíça especializada em tecnologias de automação) indicam que a indústria brasileira perde, em média, mais de R$ 700 mil por hora em eventos de inatividade não planejada. Esse número engloba mão de obra ociosa, energia consumida sem produção, deterioração de ativos e multas por atrasos, e evidencia o risco de operar sem sistemas de segurança e alta disponibilidade.
O cenário global também preocupante. Estudos conduzidos pela Aberdeen Research e Vanson Bourne apontam que 82% das empresas industriais registraram ao menos um evento de inatividade imprevisto nos últimos três anos. Com duração média de quatro horas por incidente, o custo total chegou a US$ 2 milhões por evento, afetando diretamente o ROI e a produtividade dos ativos críticos.
Diante desse cenário, a lógica é clara: implementar uma arquitetura com controlador redundante representa um custo previsível, controlado e planejável. Uma parada não planejada (downtime), por outro lado, gera despesas caóticas, imprevisíveis e com um potencial de crescimento catastrófico. Neste artigo, veja como a aplicação de redundância na sua operação pode mudar esse quadro.
O verdadeiro custo de uma parada não planejada
A análise detalhada de perdas operacionais deixa claro que o custo da indisponibilidade varia drasticamente conforme o volume de produção, a complexidade tecnológica e o nível de integração da cadeia de suprimentos. Em setores com fluxos contínuos ou cadeias altamente integradas, a falha de um controlador sem redundância pode gerar perdas imediatas de proporções severas.
A seguir, veja uma comparação dos custos diretos e fatores associados ao tempo de inatividade em diferentes segmentos de mercado, com base em referências nacionais e internacionais:
| Segmento | Custo médio de parada | Principais impactos |
| Automotive | US$ 2,3 milhões por hora (R$ 12,6 milhões) | Interrupção imediata de linhas de montagem automatizadas, quebra constante de componentes e gastos altos com manutenções. |
| Óleo e Gás (Offshore) | US$ 38 milhões por ano (R$ 196,4 milhões) | Parada de poços sob alta pressão, logística complexa de suprimentos emergenciais e perdas massivas no volume de extração. |
| Processos Químicos | US$ 154,7 mil por hora (R$ 800 mil) | Solidificação de polímeros em tubulações, riscos de reações térmicas descontroladas e necessidade de purga manual completa de sistemas. |
| Alimentos e Bebidas | US$ 36.000 por hora (R$ 198.000) | Perda de integridade microbiológica, degradação térmica de matérias-primas perecíveis e ciclos longos de higienização. |
| Farmacêutico | Descarte total do lote (frequentemente acima de R$ 3 milhões) | Perda dos dados de rastreabilidade do processo exigidos por normas de boas práticas e quebra dos ciclos críticos de validação. |
| Geração e Transmissão de Energia | Redução direta em toda receita operacional | Penalidades regulatórias aplicadas de forma proporcional aos minutos de interrupção nas Linhas de Transmissão e subestações. |
Os dados comprovam: poucas horas de inatividade geram perdas financeiras muito superiores ao custo de aquisição e instalação de uma arquitetura de CPU redundante. O investimento preventivo em automação com redundância é a neutralização definitiva de um risco que pode consumir a margem líquida de meses inteiros de operação.
Os prejuízos invisíveis que raramente entram na conta
Um erro comum ao estimar o impacto financeiro de uma parada é contabilizar apenas os fatores mais evidentes: produção perdida e horas de mão de obra ociosa. Na prática, uma planta de grande porte envolve uma rede de custos secundários que raramente entram na análise, mas que tornam o custo real do evento maior do que o calculado:
Perda de matéria-prima em processo: em indústrias de processo contínuo, a falha do controlador interrompe reações químicas em andamento e compromete fluidos que dependem de temperatura controlada. O resultado é o descarte de produtos e lotes inteiros que estavam no meio da linha, um dos maiores drenos de receita nesse tipo de operação. Ao refugo de materiais caros somam-se ainda os custos de logística e tratamento ambiental de resíduos perigosos.
Danos a equipamentos e ativos críticos: paradas bruscas impedem que turbinas, compressores, bombas hidráulicas de alta pressão e fornos sigam rotinas planejadas de desaceleração térmica e mecânica. A interrupção abrupta gera estresse mecânico severo, fadiga de componentes, golpe de aríete e sobrecarga térmica interna, levando a quebras, desgaste acelerado e substituições corretivas de componentes de alto valor, com impacto direto no ciclo de vida útil dos ativos.
Custos de manutenção em caráter emergencial: a mobilização de equipes técnicas fora de um cronograma planejado tem um preço. Estima-se que intervenções emergenciais custem de duas a três vezes mais do que a mesma manutenção realizada de forma preditiva e programada.
Impactos comerciais e reputacionais: no âmbito dos negócios, paradas recorrentes resultam em multas contratuais por descumprimento de prazos e, o que é ainda mais custoso a longo prazo, em perda de credibilidade perante o mercado. Clientes que enfrentam rupturas frequentes no fornecimento não esperam, iniciam processos de cotação com a concorrência e, muitas vezes, encerram contratos de longo prazo.
Reestabelecimento operacional e carga administrativa: o impacto financeiro não termina quando a planta volta a funcionar. A revalidação de processos sob normas regulatórias, a elaboração de relatórios técnicos e a condução de auditorias pós-incidente consomem semanas de trabalho, desviando as equipes de projetos de inovação e melhoria de eficiência que geram valor real para o negócio.
A matemática do ROI da redundância
O cenário a seguir simula a realidade de uma indústria de médio a grande porte no Brasil, operando em turnos contínuos com custo de parada não planejada estimado em R$ 500.000 por hora (usamos um valor um pouco abaixo da média da industrial nacional).
No modelo convencional, sem redundância, a falha de hardware no controlador paralisa toda a produção. Estatísticas de confiabilidade industrial indicam que sistemas nessa configuração sofrem, em média, duas falhas catastróficas de controle por ano, com tempo médio de reparo e retomada de 4 horas por evento, totalizando 8 horas de downtime anual.
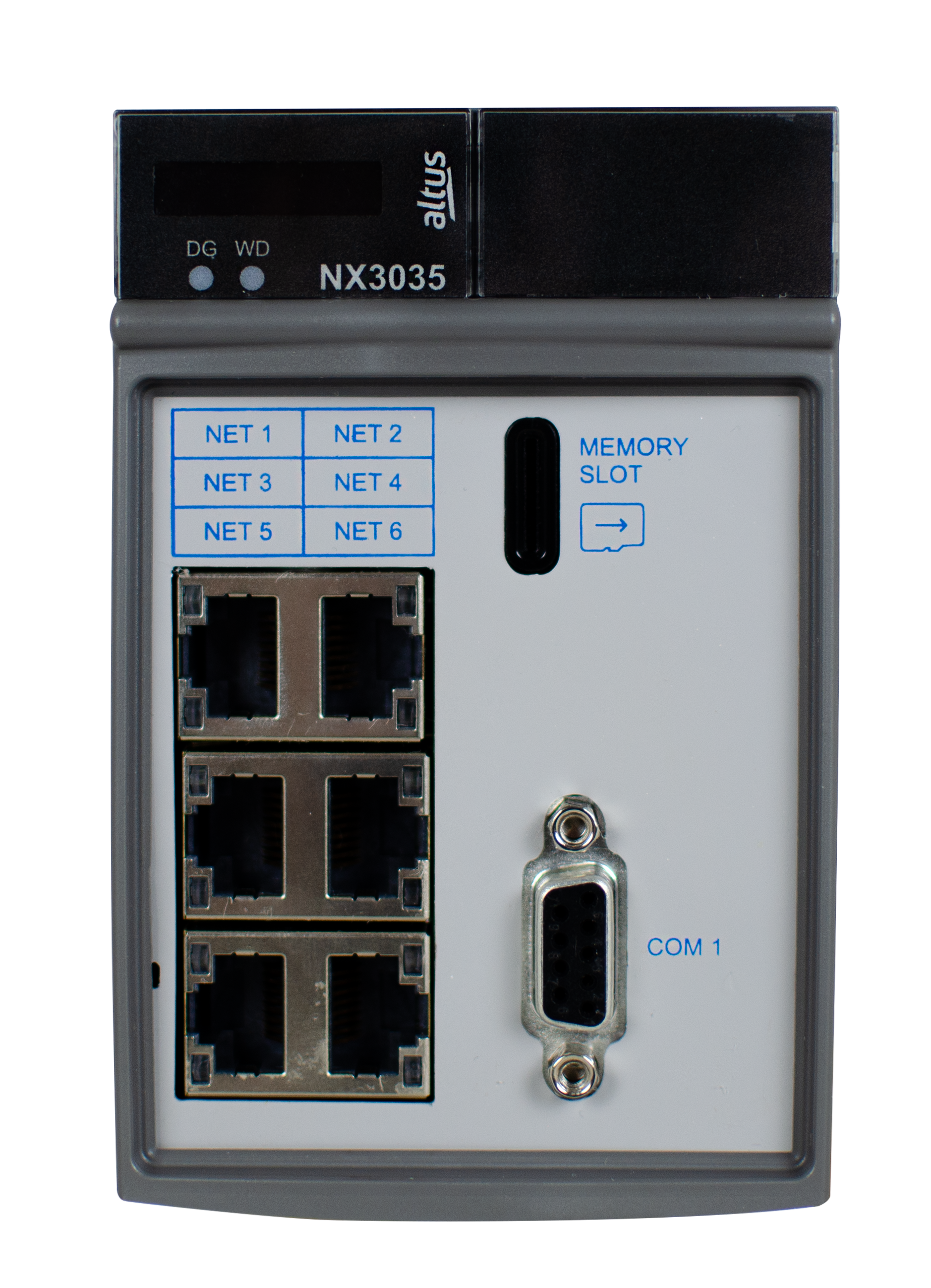
Com o controlador redundante NX3035 da Altus, esse tempo de inatividade por falha de processador cai a zero. A comutação automática e instantânea entre as CPUs garante a continuidade da operação sem intervenção humana.
A seguir, veja a comparação dos custos acumulados ao longo de 5 anos de operação para ambos os cenários:
| Parâmetro financeiro | Cenário com CPU não redundante | Cenário com CPU redundante |
| Investimento inicial em hardware | Média de R$ 60.000 (CPU e periféricos) | Média de R$ 250.000 (solução completa) |
| Custo de comissionamento | R$ 20.000 | R$ 50.000 |
| Custo anual de manutenção | R$ 10.000 | R$ 15.000 |
| Tempo médio de parada (anual) | 8 horas | 0 horas com chaveamento hot standby nativo |
| Perda direta por hora de parada | Média de R$ 500.000 | R$ 0 |
| Custo anual acumulado de paradas | Média de R$ 4.000.000 | R$ 0 |
| Perdas com paradas em 5 anos | Média de R$ 20.000.000 | R$ 0 |
| Custo total em 5 anos | R$ 20.130.000 | R$ 375.000 |
Um retorno de aproximadamente 8.990% deixa pouco espaço para dúvidas: investir em uma arquitetura de alta disponibilidade não é apenas um custo de engenharia, é uma estratégia de preservação e proteção de caixa com rentabilidade difícil de ignorar.
O tempo de retorno do investimento também é contundente: dividir o diferencial de investimento inicial pelo custo de parada de R$ 500.000 por hora, mostra que o sistema redundante se paga em apenas 26 minutos de operação contínua que, sem ele, seriam perdidos na primeira falha.
O que acontece quando um controlador sem redundância falha
A comparação a seguir ilustra, na prática, a diferença entre operar com e sem redundância, e por que essa escolha define o perfil de risco de toda a operação.
O que acontece quando um sistema convencional falha:
Minuto 00:00 — Falha do controlador. Um surto elétrico ou superaquecimento derruba a CPU. Em frações de segundo, todas as saídas de campo perdem sinal: válvulas fecham, motores param, compressores travam. A planta inteira vai para o estado de falha segura.
Minuto 00:05 — Alarme generalizado. O SCADA perde a comunicação com o controlador principal. Telas vermelhas tomam os monitores e notificações sonoras de timeout são disparadas. Os operadores tentam intervir pelo console manual, sem qualquer resposta do campo.
Minuto 00:15 — Mobilização da equipe técnica. A equipe de manutenção é acionada e corre até a sala de controle. Com apenas 15 minutos de linha parada, o custo acumulado já ultrapassa R$ 110.000.
Minuto 00:45 — Diagnóstico confirmado. Após testes nas portas de comunicação e na fonte de alimentação, o veredicto é: o processador central está queimado e precisa ser substituído. Começa a busca pelo módulo sobressalente no almoxarifado.
Minuto 01:30 — Incompatibilidade de hardware. O módulo reserva é encontrado, mas é de uma revisão antiga, com firmware desatualizado e incompatível com a rede local. A atualização manual do firmware precisa ser feita antes de qualquer avanço.
Minuto 02:30 — Recuperação do programa. Sob pressão, a engenharia localiza a última versão do código-fonte e inicia o carregamento manual na nova CPU.
Minuto 03:30 — Testes de campo. São realizados testes de comunicação com as remotas para garantir que a substituição não comprometeu os canais de rede. Inicia-se o alinhamento das variáveis lógicas internas do CLP.
Minuto 04:00 — Recomissionamento com novas perdas. O processo é liberado para reinicialização, mas quatro horas de inatividade comprometeram o material em linha, que perdeu as propriedades necessárias para aproveitamento. Limpeza, descarte e reprocessamento consomem ainda mais horas antes que a planta retome capacidade.
O prejuízo de um evento dessa categoria pode ultrapassar R$ 2 milhões.
O que muda quando a arquitetura é redundante:
Minuto 00:00 — Falha invisível para a operação. O processador principal da CPU A sofre a mesma falha do cenário anterior. A diferença é o que acontece a seguir.
Milissegundo 00:01 — Detecção ultraveloz. A CPU B, instalada em um bastidor separado e mantida em sincronismo contínuo com a CPU A por links de fibra óptica nas portas SFP, detecta imediatamente a ausência do sinal.
Milissegundo 00:05 — Chaveamento automático. A CPU B assume o comando do processo e passa para o estado ativo. O chaveamento ocorre em tempo tão reduzido que as saídas físicas que controlam chaves e atuadores em campo não sofrem qualquer perturbação ou descontinuidade de sinal. A planta segue em operação.
Minuto 00:01 — Notificação sem alarmes. A sala de operação recebe um único aviso na tela do SCADA que a CPU A está inativa e o controle foi assumido automaticamente pela CPU B. Sem interrupção de produção, sem perda de OEE, sem desvio operacionais de temperatura e pressão.
Minuto 00:30 — Diagnóstico sem ferramentas. Um técnico se dirige à sala. Ao chegar ao painel, aciona o recurso One Touch Diag (OTD) diretamente no módulo. O visor gráfico frontal da CPU em falha exibe o diagnóstico e o histórico de mensagens de forma clara sem cabos e sem computadores auxiliares.
Minuto 00:45 — Troca a quente sem parar a planta. Com o painel totalmente energizado e a produção em curso, é possível remover fisicamente a CPU danificada e encaixar a unidade de reposição no bastidor. A nova CPU carrega o firmware automaticamente, recupera a documentação técnica atualizada armazenada localmente pela tecnologia On Board Full Documentation (OFD) e inicia o sincronismo de variáveis com a CPU B, restabelecendo a redundância completa do sistema sem impactar um único segundo de produção.
Como a NX3035 protege operações críticas
Cada recurso integrado na NX3035 CPU foi projetado especificamente para reduzir riscos, eliminar custos operacionais e proteger a produção contínua da planta:
Processador ARM 64 bits com Unidade de Ponto Flutuante (FPU) integrada: a CPU executa lógicas complexas em frações de microssegundos, apenas 1,05 µs para cada 1.000 contatos ladder e 2,3 µs para operações matemáticas avançadas. Essa velocidade de processamento permite que o controlador rode algoritmos de segurança ativa e malhas de intertravamento analógico de alta frequência simultaneamente, detectando anomalias de pressão e vazão antes que se tornem falhas ou desarmes.
Seis interfaces Ethernet Gigabit integradas (10/100/1000 Mbps): a NX3035 possui seis portas de comunicação Ethernet diretamente no seu painel. Esse recurso permite separar a rede crítica de controle determinístico da rede de supervisão SCADA e da rede de diagnóstico remoto, blindando o anel de controle contra sobrecarga de pacotes, falhas de comunicação externa e acessos não autorizados.
Duas portas SFP dedicadas para sincronismo redundante: as portas exclusivas para transceptores ópticos SFP operam a 1,25 Gbps e permitem distanciar fisicamente os dois bastidores redundantes em até 10 km via fibra óptica monomodo. Essa possibilidade de separação garante que incidentes localizados como explosões, vazamentos de gás ou incêndios em uma das salas, não comprometam o controlador reserva, que mantém a operação em estado seguro a partir de outra área.
Memória ampliada com arquitetura Multiple Block Storage (MBS): a CPU suporta até 8 MB de memória retentiva, 20 MB de variáveis simbólicas, 2.912 KB de dados redundantes e 256 MB de backup integrado de código-fonte. Essa capacidade elimina o risco de perda de parâmetros operacionais após falhas, dispensando reprogramações, recalibrações de sensores e os custos associados à instabilidade na partida do processo.
Battery-Free Operation (BFO) e relógio RTC de alta estabilidade: sem baterias de lítio, o hardware mantém a memória retentiva e o relógio de tempo real sincronizado por até 15 dias após desenergização completa. Em plantas remotas ou plataformas offshore, esse recurso previne a perda das lógicas internas do CLP durante interrupções prolongadas de energia, eliminando o custo e a logística de envio de especialistas para reconfiguração no local.
Diagnóstico integrado: One Touch Diag (OTD), ETD e OFD: o visor gráfico integrado à CPU exibe diagnósticos detalhados de falha diretamente no painel do controlador. Em caso de defeitos de rede ou falhas em canais de E/S, o operador identifica a causa e o tag envolvido em segundos. O resultado é uma redução no tempo médio de reparo e menos estresse operacional durante eventos críticos.
Double Hardware Width (DHW) e bornes Easy Plug System (EPS): a NX3035 conta com módulos compactos com sistema de inserção e remoção de bornes frontais sem ferramentas. Essa combinação otimiza o aproveitamento de espaço interno nos painéis e acelera as substituições corretivas em campo durante intervenções com troca a quente, mantendo o tempo de parada no limite mínimo absoluto.
Leia mais sobre o produto: NX3035: high-performance redundancy for critical process control
A redundância como uma política de sobrevivência no mercado industrial
Diante de perdas que podem ultrapassar R$ 700 mil por hora de indisponibilidade e de sanções impostas por órgãos regulatórios, investir em alta disponibilidade deixou de ser uma opção técnica e se tornou uma política de segurança operacional e proteção de resultado para as indústrias modernas.
Controladores como a CPU NX3035 entregam a resposta necessária para essa demanda, combinando alto desempenho de processamento com tecnologia nativa de chaveamento hot-standby via fibra óptica. Ao eliminar as perdas sistêmicas causadas por falhas simples de hardware e garantir conformidade com normas como IEC 61511, NR-13 e as determinações da ANEEL, um controlador redundante atua como uma barreira de proteção operacional, técnica, regulatória e financeira.
Ao evitar que a primeira falha de processador paralise o fluxo produtivo, o sistema redundante se paga integralmente em menos de uma hora de operação contínua. O que começa como um investimento em infraestrutura se transforma, rapidamente, em vantagem competitiva e geração de valor de longo prazo.
Para transformar o perfil de risco da sua planta de um gargalo vulnerável a incidentes para uma operação de alta disponibilidade confiável, entre em contato com os especialistas de engenharia e aplicação da Altus pelo formulário!